
BL2020C BL1412S सीएनसी एंगल आयरन मार्किंग पंचिंग शीयरिंग मशीन




| नहीं। | वस्तु | पैरामीटर | |
| बीएल2020सी | बीएल1412एस | ||
| 1 | एंगल स्टील प्रोसेसिंग रेंज | ∠63×3~∠200×20 | ∠40×3 ~ ∠140×12 |
| 2 | अधिकतम पंचिंग व्यास | 25.5 मिमी | |
| 3 | नाममात्र बल से मुक्का मारना | 950 केएन | 540KN |
| 4 | नाममात्र अंकन बल | 1030 केएन | |
| 5 | प्रति तरफ पंचिंग हेड की मात्रा | 3 | 2 |
| 6 | अधिकतम खाली लंबाई | 12 मीटर | |
| 7 | की संख्याअंकनहैडर | 4 समूह | |
| 8 | अक्षर का आकार | 14*10*19 मिमी | |
| 9 | कट ऑफ विधि | दोहरी धार वाली कटिंग | |
| 10 | मशीन के आयाम | 25.4 मीटर x 7 मीटर x 2.2 मीटर | 26 मीटर x 7 मीटर x 2.2 मीटर |
1. मुख्य संरचना में एक अंकन इकाई, दो पंचिंग इकाइयाँ और एक कतरन इकाई शामिल हैं।
1) मार्किंग यूनिट एक बंद बॉडी को अपनाती है, जो बहुत मजबूत है। इसमें चार विनिमेय उपसर्ग बॉक्स हैं, जिनमें से प्रत्येकप्रीफ़िक्स बॉक्स में 10 अक्षर आ सकते हैं।
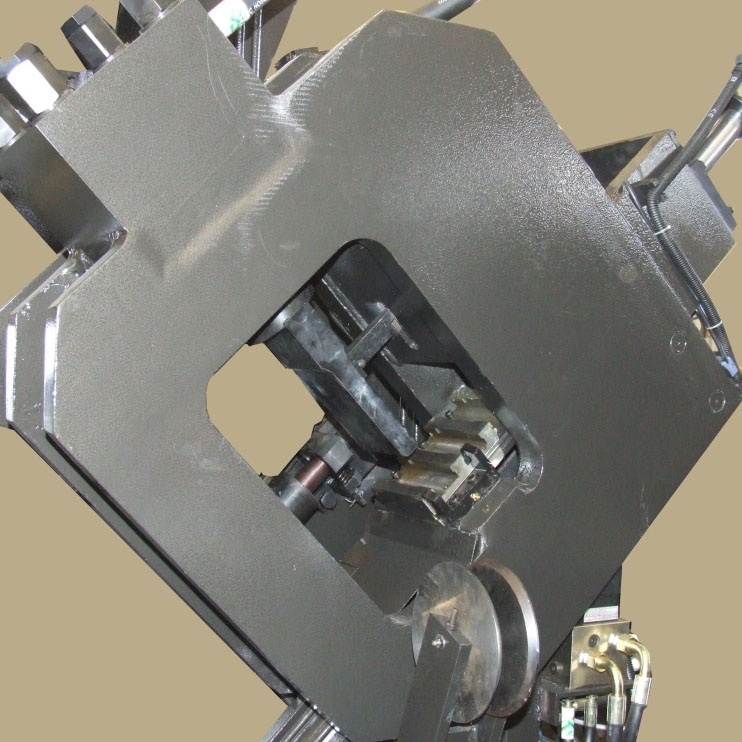
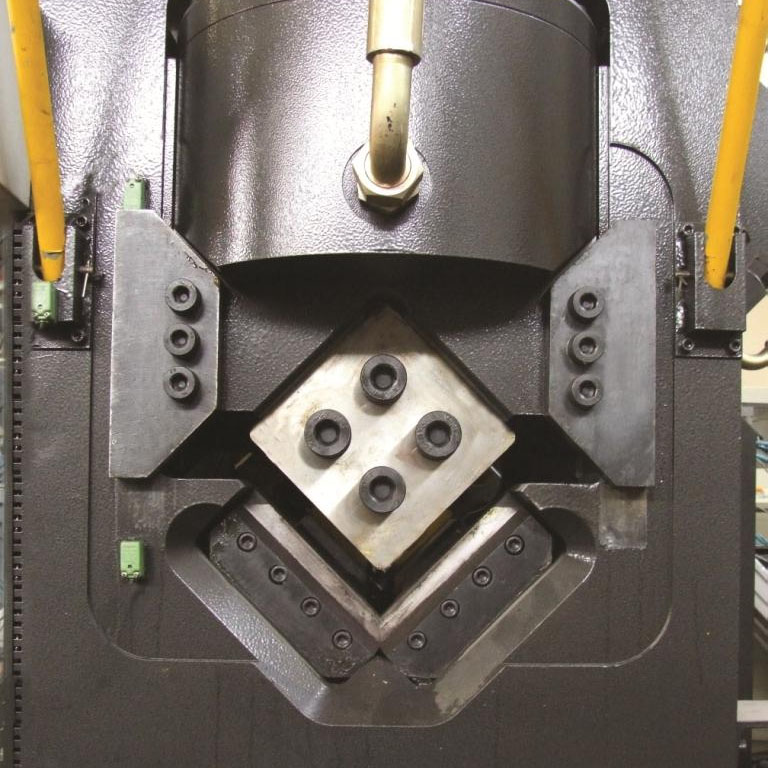
2) पंचिंग यूनिट एक बंद बॉडी का उपयोग करती है, जो बहुत मजबूत होती है और इसे बंद बेड पर स्थापित किया जा सकता है।पूर्ण लंबाई वाली सामग्री सपोर्ट और प्रेसिंग डिवाइस सटीक दूरी सुनिश्चित कर सकती है। प्रत्येक पंचिंग यूनिट सुसज्जित है।कोण के प्रत्येक तरफ तीन अलग-अलग व्यास के छेद करने के लिए तीन डाई सेट।
संचरण के कारण अर्ध-दूरी में परिवर्तन होता है, और अर्ध-दूरी को बिना किसी रुकावट के समायोजित किया जाता है।
3) कतरन इकाई एक बंद संरचना पर आधारित है, जो इसे बेहद मजबूत बनाती है। दोहरी ब्लेड वाली कतरन प्रणाली सटीक कटाई सुनिश्चित करती है।सतह साफ-सुथरी है और कतरन अंतराल को आसानी से समायोजित किया जा सकता है। एकल ब्लेड कटिंग तंत्र यह सुनिश्चित करता है कि कटिंग सेक्शन साफ-सुथरा हो और कतरन अंतराल को आसानी से समायोजित किया जा सके।
अंकन इकाई
पंचिंग यूनिट
काटने की मशीन
2. एंगल स्टील को न्यूमेटिक क्लैम्प्स द्वारा जकड़ा जाता है और स्थिति निर्धारण के लिए तेजी से चलता है। X-अक्ष फीडिंग के लिए सर्वो मोटर का उपयोग किया जाता है।संचरण, रोटरी एनकोडर फीडबैक, पूर्ण क्लोज्ड-लूप नियंत्रण, उच्च परिशुद्धता।
3. अनुप्रस्थ अग्र भाग में डायल वाली चार चेन और एक फ्रेम बॉडी होती है। मोटर द्वारा चेन की गति धीमी की जाती है।मशीन द्वारा संचालित।
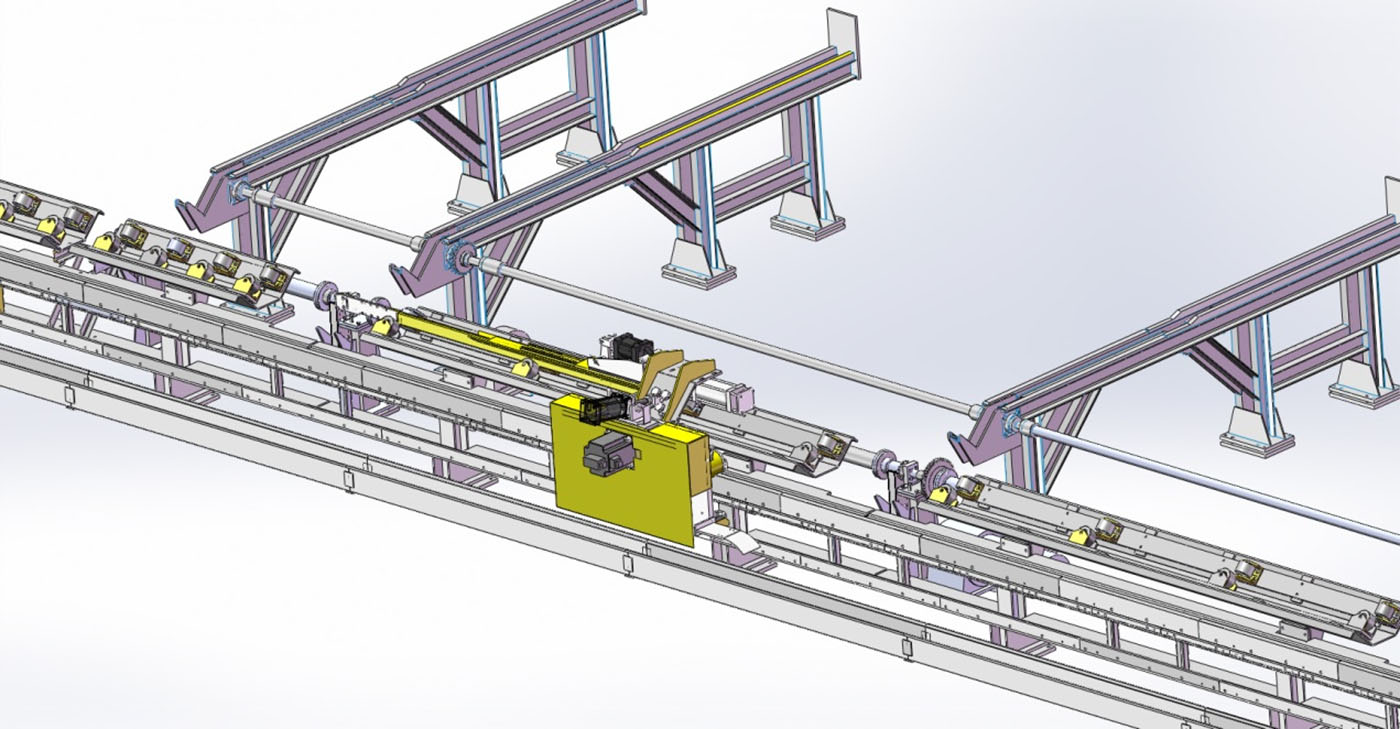
4. रोटरी फीडर मोटर द्वारा रिड्यूसर और चेन के माध्यम से संचालित होता है, और क्षैतिज इन-फीडिंग सामग्री कन्वेयर पर एंगल स्टील को अनुदैर्ध्य कन्वेयर में घुमाता है।
5. डिस्चार्ज मटेरियल चैनल, मटेरियल चैनल बॉडी और सिलेंडर से मिलकर बना होता है। तैयार एंगल स्टील मुख्य मशीन भाग से बाहर निकलने के बाद अपने घूर्णन द्वारा उत्पादन लाइन से बाहर फेंक दिया जाता है।

6. मशीन में तीन सीएनसी अक्ष हैं: फीडिंग ट्रॉली की गति और स्थिति निर्धारण, और पंचिंग यूनिट के डाई फ्रेम की ऊपर और नीचे की गति और स्थिति निर्धारण।
7. मशीन द्वारा लगाए गए एयर सिलेंडर, सोलनॉइड वाल्व, हाइड्रोलिक वाल्व, पीएलसी प्रोग्रामेबल कंट्रोलर, सर्वो मोटर, ड्राइवर आदि आयातित पुर्जे हैं, जो उच्च गुणवत्ता वाले हैं और उपकरण की उच्च विश्वसनीयता और उच्च परिशुद्धता सुनिश्चित करते हैं।
8. कंप्यूटर प्रोग्रामिंग सरल है, और यह सामग्री के ग्राफिक्स और छेद की स्थिति के निर्देशांक आकार को प्रदर्शित कर सकता है, जो निरीक्षण के लिए सुविधाजनक है। उच्च स्तरीय कंप्यूटर प्रबंधन का उपयोग प्रोग्रामों के भंडारण और उपयोग, ग्राफिक्स के प्रदर्शन, दोष निदान और दूरस्थ संचार को बहुत आसान बनाता है।

| NO | नाम | ब्रांड | देश |
| 1 | एसी सर्वो मोटर | डेल्टा | ताइवान, चीन |
| 2 | पीएलसी | डेल्टा | |
| 3 | डबल वेन पंप | अल्बर्ट | यूएसए |
| 4 | विद्युतचुंबकीय अनलोडिंग वाल्व | एटीओएस/युकेन | इटली / ताइवान, चीन |
| 5 | रिलीफ वाल्व | एटीओएस/युकेन | |
| 6 | विद्युतचुंबकीय राहत वाल्व | एटीओएस/युकेन | |
| 7 | इलेक्ट्रो हाइड्रोलिक दिशात्मक वाल्व | जस्टमार्क | ताइवान, चीन |
| 8 | विद्युतचुंबकीय दिशात्मक वाल्व | जस्टमार्क | |
| 9 | वाल्व जांचें | जस्टमार्क | |
| 10 | वायु वाल्व | एयरटैक | |
| 11 | बस बार | एयरटैक | |
| 12 | वायु मूल्य | एयरटैक | |
| 13 | सिलेंडर | एसएमसी/सीकेडी | जापान |
| 14 | दोहरा | एसएमसी/सीकेडी | |
| 15 | कंप्यूटर | Lenovo | चीन |



कंपनी का संक्षिप्त परिचय

फ़ैक्टरी जानकारी

वार्षिक उत्पादन क्षमता

व्यापार क्षमता